



Енциклопедія знань про зварювання: короткий огляд класифікації
та зварювальні процеси лазерного зварювання
У промисловому виробництві лазерне зварювання вже давно застосовується в аерокосмічній галузі,високоточне зварювання, а також зварювання спеціальних матеріалів. З розвитком промисловості та прогресом технологій лазерне зварювання все частіше використовується для зварювання звичайних матеріалів. Сьогодні ми обговоримо класифікацію лазерного зварювання. Лазерне зварювання – це ефективний та точний метод зварювання, який використовує лазерний промінь високої щільності енергії як джерело тепла для зварювання матеріалів разом. Воно має багато переваг, таких як висока швидкість зварювання, мала деформація, низькі вимоги до середовища зварювання, висока щільність потужності, відсутність впливу магнітних полів, відсутність обмежень щодо провідних матеріалів, відсутність потреби у вакуумних умовах роботи та відсутність генерації рентгенівського випромінювання під час процесу зварювання.
Лазерне зварювання можна класифікувати з різних точок зору:
- Класифікація за режимом вихідної енергії лазера:
- Безперервне лазерне зварювання: під час процесу зварювання утворюється безперервна та неперервна форма зварного шва.
- Імпульсне лазерне зварюванняОскільки енергія, що подається на поверхню зварної деталі, є періодичною, кожна імпульсна світлова пляма діє на поверхню зварної заготовки, утворюючи круглу зварну пляму. Різні форми зварних швів можна отримати відповідно до різних параметрів лазера.
- Класифікація за щільністю потужності сфокусованої лазерної плями:
- Лазерне теплопровідне зварювання: щільність потужності відносно низька, зазвичай менше 10⁵ Вт/см². Лазер передає енергію на поверхню зварної деталі, нагріваючи металеву поверхню до температури між точкою плавлення та точкою кипіння. Тепло передається всередину металу шляхом теплопровідності, утворюючи зварний шов, подібний до вольфрамового інертного зварювання.газове (TIG) зварювання.
- Лазерне зварювання глибоким проникненням (зварювання замковою щілиною): коли щільність потужності лазера, що діє на поверхню металу, перевищує 10⁵ Вт/см², потужний лазерний промінь діє на поверхню металевого матеріалу, викликаючи локальне плавлення та утворюючи «замкову щілину». Лазерний промінь проникає всередину розплавленої ванни через «замкову щілину», утворюючи зварний шов.
- Класифікація за режимом керування:
- Ручний лазерний зварювальний апарат
- Автоматичний лазерний зварювальний апарат
- Лазерний зварювальний апарат Galvo
- Класифікація за типом лазера:
- Лазерний зварювальний апарат YAG
- Напівпровідниковий лазерний зварювальний апарат
- Зварювальний апарат з волоконним лазером
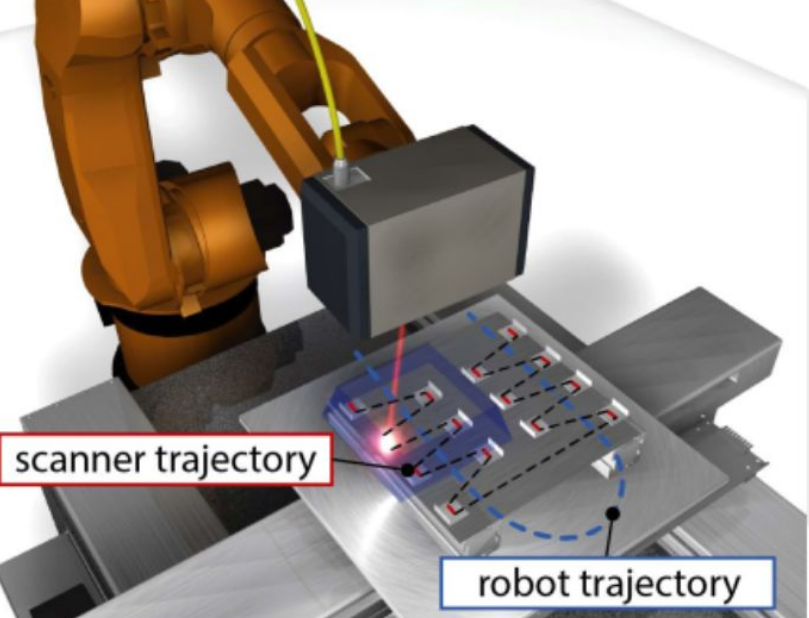
1. Літаюче лазерне зварювання
Літаюче лазерне зварювання поєднує в собі переваги дистанційного зварювання, гальванометрів та маніпуляторів, а також оснащене професійним програмним забезпеченням для обробки графіки для досягнення миттєвого багатотраєкторного зварювання у тривимірному просторі.
Основні застосування:
Його застосовують для таких виробів, як кузови автомобілів, сидіння та звичайні автозапчастини. Що стосується матеріалів, його можна використовувати для різних поширених матеріалів, таких як сталеві листи, холоднокатані листи та алюмінієві сплави, а також композитних матеріалів та легованих матеріалів, таких як магнієво-алюмінієві сплави.
★ Переваги:
- Сумісний з будь-якою формою зварного шва
- Підходить для будь-якого напрямку зварювання
- Розподіл зварних швів/точок, визначений користувачем
- Оптимізований розподіл напружень
- Здатний виконувати високошвидкісне точкове зварювання, шовне зварювання, зварювання внахлест, стикове зварювання, кутове зварювання та зварювання внахлест
- Синхронізація в режимі реального часу між зварювальною головкою та роботом для пришвидшення процесу лазерного зварювання
- Менша потреба в площі підлоги
- Нижчі витрати на обслуговування та логістику
2. Спіральне лазерне зварювання
Це метод лазерного зварювання з подвійним клиновим лазерним коливанням, що реалізується шляхом оснащення зварювальної головки спеціальним модулем коливання. Це дозволяє сфокусованій світловій плямі формувати спіральний зварний шов під час руху зварювальної головки.
Основні застосування:
Зварювання шарнірів, теплообмінники, трубчасті теплообмінники, зварювання товстих труб у нафтовій та газовій промисловості, зварювання фланців та зварювання алюмінієвих сплавів тощо.
★ Переваги:
- Ширший зварний шов
- Надзвичайно висока повторюваність/стабільність процесу обробки
- Краще формування зварного шва
- Простіша подальша обробка та більш гладка поверхня зварної заготовки
- Відмінна здатність до зварювання алюмінієвих сплавів
3. Лазерна пайка
Лазерна пайка – це метод, у якому використовується присадний метал з температурою плавлення нижчою за температуру плавлення основного металу. Присадний метал нагрівається до температури вищої за його температуру плавлення, але нижчої за температуру плавлення основного металу. Рідкий присадний метал змочує основний метал, заповнює зазор між з'єднаннями та дифундує до основного металу для забезпечення з'єднання зварних деталей.
Основні застосування:
Зварювання алюмінієвих конструкцій каркаса кузова, таких як з'єднання між дахом і бічною стінкою, а також дверей.
★ Переваги:
- Зменшує дефекти чистого лазерного зварювання, такі як пори, тріщини та надмірні зазори між виробами
- Покращує міцність зварного шва та забезпечує ідеальний зварний шов
- Під час паяння плавиться лише присадний метал, тоді як основний метал – ні.
- Мала деформація паяних з'єднань, гладкий та естетичний вигляд, підходить для точного зварювання складних компонентів з різних матеріалів
- Мала зона термічного впливу та висока міцність на стиск
4. Лазерне зварювання дротом
Лазерне зварювання дротом з наповненням – це метод, у якому використовується присадний метал з того ж або подібного матеріалу, що й основний метал. Основний метал і присадний метал для пайки плавляться, а потім тверднуть, утворюючи зварний шов.
Основні застосування:
Зварювання всіх кузовних конструкцій автомобілів та автозапчастин.
★ Переваги:
- Зменшує дефекти чистого лазерного зварювання, такі як пори та тріщини
- Підвищує рівень кваліфікації зварних виробів та дозволяє дещо збільшити зазори між зварними виробами
- Основний метал плавиться під час зварювання, а міцність зварного шва вища, ніж у основного металу.
5. Осцилююча пайка
Він інтегрує функції формування променя та відстеження зварного шва в одному обладнанні через ALO3. Присадний дріт можна використовувати як механічний датчик.
Основні застосування:
Лазерне паяння білих кузовів, головним чином включаючи паяння кришок даху та багажника, а також паяння автомобільних деталей. Коливання деталей та похибки кріплення часто значно збільшують складність лазерного паяння, що призводить до надзвичайно складного налагодження процесу лазерного зварювання. Однак, коливальне паяння може ефективно регулювати власний напрямок зварювання. Завдяки функціям відстеження зварювання та автоматичної компенсації фокусної відстані, лазерний промінь легко спрямовується та фокусується, змінюється напрямок, має високий рівень автоматизації, високу швидкість зварювання та високу ефективність, що забезпечує якість зварювання.
★ Переваги:
- Відстеження зварного шва для визначення траєкторії зварного шва заготовки в режимі реального часу
- Адаптивне регулювання траєкторії зварювання у трьох напрямках XYZ відповідно до різних відхилень заготовки для досягнення хорошої якості зварювання
- Покращує коефіцієнт однорідності зварювання продукції
6. Триточкове паяння
До лінзи додано двоточковий модуль. Під час зварювання триточковий модуль у паяльній оптиці розподіляє один промінь на три промені, забезпечуючи рішення для пайки гарячеоцинкованих сталевих листів та роблячи зварний шов більш плоским без розтріскування.
Основні застосування:
Пайка білих кузовів з алюмінієвих сплавів, лазерна пайка кришок даху та багажника, пайка автозапчастин тощо.
★ Переваги:
- Більш стабільний та надійний процес паяння
- Швидша швидкість
- Вища міцність
- Краща якість зовнішнього вигляду зварних швів гарячеоцинкованих листів
- Процес онлайн-очищення
- Динамічне регулювання енергії
7. Гібридне зварювання з кількома довжинами хвиль
Гібридне зварювання з кількома довжинами хвиль– це інноваційний процес зварювання, вперше розроблений компанією Lianying Laser. Він накладає два лазерні промені з різною довжиною хвилі, завдяки чому осі двох променів збігаються в просторі. Лазер основної довжини хвилі використовується переважно для зварювання, тоді як лазер додаткової довжини хвилі – для попереднього нагрівання зварювального дроту та основного металу, зменшуючи швидкість охолодження розплавленого металу у зварювальній ванні. Він особливо підходить для алюмінієвих сплавів, магнієвих сплавів, мідних сплавів тощо.
★ Переваги:
- Зменшує вміст пор
- Підвищує стабільність зварювального шва та ефективність зварювання
- Ефективно знімає термічне напруження, зменшує тріщини, покращує міцність зварного шва та забезпечує відносно однорідний вигляд зварних швів.
На завершення, наразі в лазерній галузі в цілому іноземні технології та обладнання все ще займають лідируючі позиції. Вони є всебічно передовими в усіх аспектах, від лазерних хостів та оптичних обробних головок до допоміжного обладнання, такого як чилери, вимірювачі потужності, моніторинг під час зварювання, контроль після зварювання та калібратори TCP. Вітчизняні підприємства докладають усіх зусиль, щоб наздогнати. Однак у галузі застосування лазерного зварювання Китай відносно наблизився до міжнародного передового рівня, з'явившись та досягши чудових результатів низкою високоякісних підприємств.
Час публікації: 05 вересня 2025 р.











