



Хоча надшвидкі лазери існують вже десятиліттями, промислове застосування швидко зросло за останні два десятиліття. У 2019 році ринкова вартість надшвидких лазерівлазерний матеріалОбсяг обробки склав приблизно 460 мільйонів доларів США, із сукупним річним темпом зростання 13%. Галузі застосування, де надшвидкі лазери успішно використовуються для обробки промислових матеріалів, включають виготовлення та ремонт фотошаблонів у напівпровідниковій промисловості, а також нарізку кремнію кубиками, різання/гравірування скла та видалення плівки ITO (оксид індію та олова) у побутовій електроніці, такій як мобільні телефони та планшети, текстурування поршнів для автомобільної промисловості, виробництво коронарних стентів та виробництво мікрофлюїдних пристроїв для медичної промисловості.

01 Виробництво та ремонт фотошаблонів у напівпровідниковій промисловості
Надшвидкі лазери були використані в одному з найперших промислових застосувань в обробці матеріалів. IBM повідомила про застосування фемтосекундної лазерної абляції у виробництві фотошаблонів у 1990-х роках. Порівняно з наносекундною лазерною абляцією, яка може призвести до розбризкування металу та пошкодження скла, фемтосекундні лазерні маски не мають розбризкування металу, пошкодження скла тощо. Переваги. Цей метод використовується для виробництва інтегральних схем (ІС). Виробництво мікросхеми ІС може вимагати до 30 масок та коштувати понад 100 000 доларів США. Фемтосекундна лазерна обробка може обробляти лінії та точки нижче 150 нм.
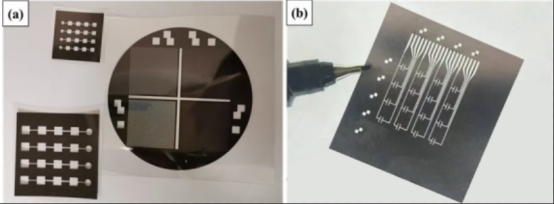
Рисунок 1. Виготовлення та ремонт фотошаблону
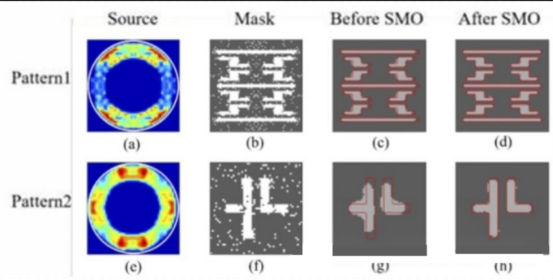
Рисунок 2. Результати оптимізації різних шаблонів масок для літографії в екстремальному ультрафіолетовому діапазоні
02 Різання кремнію в напівпровідниковій промисловості
Різання кремнієвих пластин кубиками є стандартним виробничим процесом у напівпровідниковій промисловості, який зазвичай виконується за допомогою механічного різання кубиками. Ці ріжучі круги часто утворюють мікротріщини, і їх важко різати на тонкі (наприклад, товщиною < 150 мкм) пластини. Лазерне різання кремнієвих пластин використовується в напівпровідниковій промисловості вже багато років, особливо для тонких пластин (100-200 мкм), і виконується в кілька етапів: лазерне нанесення канавок, а потім механічне розділення або приховане різання (тобто інфрачервоний лазерний промінь всередині кремнієвої кромки) з подальшим механічним розділенням стрічки. Наносекундний імпульсний лазер може обробляти 15 пластин на годину, а пікосекундний лазер може обробляти 23 пластини на годину з вищою якістю.
03 Різання/нанесення надрізів на скло в промисловості витратної електроніки
Сенсорні екрани та захисні скла для мобільних телефонів і ноутбуків стають тоншими, а деякі геометричні фігури вигнуті. Це ускладнює традиційне механічне різання. Типові лазери зазвичай забезпечують низьку якість різання, особливо коли ці скляні дисплеї складені в 3-4 шари, а верхнє захисне скло товщиною 700 мкм загартоване, що може зламатися від локального навантаження. Було показано, що надшвидкісні лазери здатні різати ці скла з кращою міцністю країв. Для різання великих плоских панелей фемтосекундний лазер можна сфокусувати на задній поверхні скляного листа, дряпаючи внутрішню частину скла, не пошкоджуючи передню поверхню. Потім скло можна розбити за допомогою механічних або термічних засобів вздовж надрізаного малюнка.
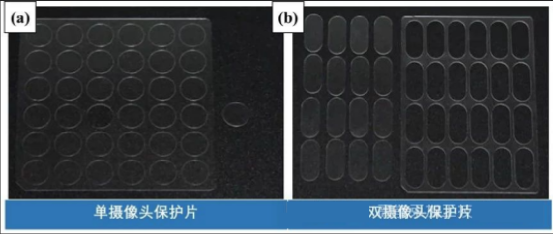
Рисунок 3. Пікосекундне надшвидке лазерне різання скла спеціальної форми
04 Текстури поршнів в автомобільній промисловості
Легкі автомобільні двигуни виготовляються з алюмінієвих сплавів, які не такі зносостійкі, як чавун. Дослідження показали, що фемтосекундна лазерна обробка текстур автомобільних поршнів може зменшити тертя до 25%, оскільки сміття та олива можуть бути ефективно накопичені.

Рисунок 4. Фемтосекундна лазерна обробка поршнів автомобільного двигуна для покращення його характеристик
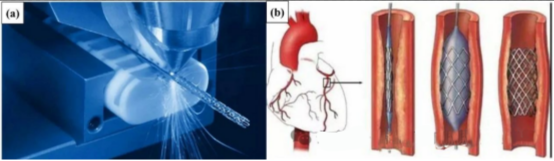
05 Виробництво коронарних стентів у медичній промисловості
Мільйони коронарних стентів імплантуються в коронарні артерії тіла, щоб відкрити канал для кровотоку в судини, які інакше були б закупорені тромбами, щороку рятуючи мільйони життів. Коронарні стенти зазвичай виготовляються з металевої (наприклад, нержавіючої сталі, нікель-титанового сплаву з пам'яттю форми або, останнім часом, кобальт-хромового сплаву) дротяної сітки з шириною розпірки приблизно 100 мкм. Порівняно з довгоімпульсним лазерним різанням, перевагами використання надшвидких лазерів для різання брекетів є висока якість різу, краща обробка поверхні та менша кількість сміття, що знижує витрати на постобробку.
06 Виробництво мікрофлюїдних пристроїв для медичної промисловості
Мікрофлюїдні пристрої широко використовуються в медичній промисловості для тестування та діагностики захворювань. Зазвичай їх виготовляють шляхом мікролиття під тиском окремих деталей, а потім склеювання або зварювання. Надшвидке лазерне виготовлення мікрофлюїдних пристроїв має перевагу у створенні 3D-мікроканалів у прозорих матеріалах, таких як скло, без необхідності з'єднань. Один із методів — це надшвидке лазерне виготовлення всередині об'ємного скла з подальшим мокрим хімічним травленням, а інший — фемтосекундна лазерна абляція всередині скла або пластику в дистильованій воді для видалення сміття. Інший підхід полягає у вирізанні каналів у скляній поверхні та герметизації їх скляною кришкою за допомогою фемтосекундного лазерного зварювання.
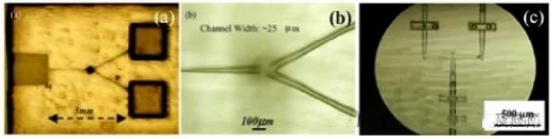
Рисунок 6. Фемтосекундне лазерно-індуковане селективне травлення для підготовки мікрофлюїдних каналів усередині скляних матеріалів
07 Мікросвердління форсунки інжектора
Фемтосекундна лазерна обробка мікроотворів замінила мікроерозійну обробку (МЕО) у багатьох компаніях на ринку інжекторів високого тиску завдяки більшій гнучкості у зміні профілів отворів потоку та скороченню часу обробки. Можливість автоматично контролювати положення фокуса та нахил променя за допомогою прецесійної скануючої головки призвела до розробки профілів апертур (наприклад, бочкоподібних, розширювальних, конвергенційних, дивергенційних), які можуть сприяти розпиленню або проникненню в камеру згоряння. Час свердління залежить від об'єму абляції, при цьому товщина свердла становить 0,2–0,5 мм, а діаметр отвору — 0,12–0,25 мм, що робить цю техніку в десять разів швидшою, ніж мікроерозійна обробка. Мікросвердління виконується у три етапи, включаючи чорнову та чистову обробку наскрізних пілотних отворів. Аргон використовується як допоміжний газ для захисту свердловини від окислення та для екранування кінцевої плазми на початкових етапах.
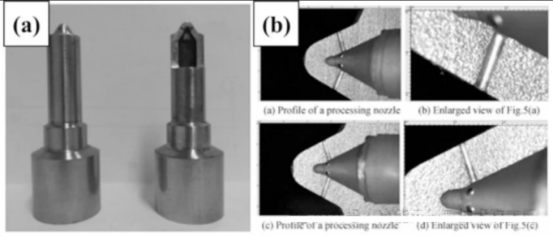
Рисунок 7. Високоточна обробка фемтосекундним лазером отвору з перевернутим конусом для форсунки дизельного двигуна
08 Ультрашвидке лазерне текстурування
В останні роки, з метою підвищення точності обробки, зменшення пошкодження матеріалу та підвищення ефективності обробки, галузь мікрообробки поступово стала предметом уваги дослідників. Надшвидкісний лазер має різні переваги обробки, такі як низький рівень пошкодження та висока точність, що стало предметом сприяння розвитку технологій обробки. Водночас, надшвидкі лазери можуть впливати на різноманітні матеріали, а лазерна обробка пошкодження матеріалу також є основним напрямком досліджень. Надшвидкісний лазер використовується для абляції матеріалів. Коли щільність енергії лазера вища за поріг абляції матеріалу, поверхня абляційного матеріалу демонструватиме мікронаноструктуру з певними характеристиками. Дослідження показують, що ця особлива поверхнева структура є поширеним явищем, яке виникає під час лазерної обробки матеріалів. Підготовка поверхневих мікронаноструктур може покращити властивості самого матеріалу, а також дозволити розробку нових матеріалів. Це робить підготовку поверхневих мікронаноструктур за допомогою надшвидкого лазера технічним методом, що має важливе значення для розвитку. Наразі, для металевих матеріалів, дослідження надшвидкого лазерного текстурування поверхні можуть покращити властивості змочування металевої поверхні, покращити поверхневе тертя та зносостійкість, покращити адгезію покриття, а також спрямовану проліферацію та адгезію клітин.
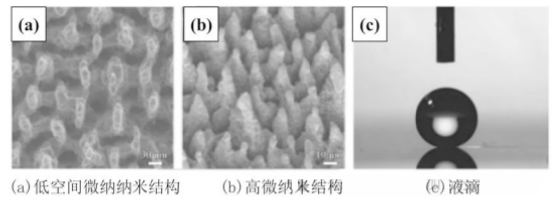
Рисунок 8. Супергідрофобні властивості кремнієвої поверхні, отриманої лазерним методом
Як передова технологія обробки, надшвидка лазерна обробка має характеристики малої зони термічного впливу, нелінійного процесу взаємодії з матеріалами та обробки з високою роздільною здатністю, що перевищує межу дифракції. Вона дозволяє реалізувати високоякісну та високоточну мікронанообробку різних матеріалів, а також створення тривимірних мікронаноструктур. Досягнення лазерного виробництва спеціальних матеріалів, складних структур та спеціальних пристроїв відкриває нові можливості для мікронановиробництва. Наразі фемтосекундний лазер широко використовується в багатьох передових наукових галузях: фемтосекундний лазер може бути використаний для виготовлення різних оптичних пристроїв, таких як мікролінзові масиви, біонічні складні очі, оптичні хвилеводи та метаповерхні; завдяки своїй високій точності, високій роздільній здатності та можливостям тривимірної обробки, фемтосекундний лазер може створювати або інтегрувати мікрофлюїдні та оптофлюїдні чіпи, такі як компоненти мікронагрівачів та тривимірні мікрофлюїдні канали; Крім того, фемтосекундний лазер також може готувати різні типи поверхневих мікронаноструктур для досягнення антивідбивних, антивідбивних, супергідрофобних, антиобледенювальних та інших функцій; більше того, фемтосекундний лазер також застосовується в галузі біомедицини, демонструючи видатні показники в таких галузях, як біологічні мікростенти, субстрати для клітинних культур та біологічна мікроскопічна візуалізація. Широкі перспективи застосування. Наразі сфери застосування фемтосекундної лазерної обробки розширюються з року в рік. Окрім вищезгаданої мікрооптики, мікрофлюїдики, багатофункціональних мікронаноструктур та біомедичної інженерії, він також відіграє величезну роль у деяких нових галузях, таких як підготовка метаповерхонь, виробництво мікронано та багатовимірне оптичне зберігання інформації тощо.
Час публікації: 17 квітня 2024 р.











